

折入邊的安裝使用
一、鋼筘及輔助鋼筘的安裝說明
鋼筘及輔助鋼筘的安裝指導(dǎo)如圖3-3所示。
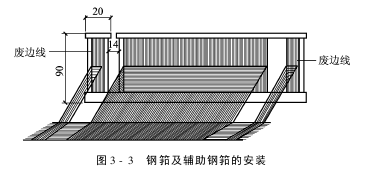
在織機(jī)的左側(cè)方向,要使用輔助鋼筘,其上面穿的紡紗線,因是分配給廢邊線的,故應(yīng)為平紋組織。而在右側(cè)一般不需要使用輔助鋼筘。分配給兩邊的廢邊線根數(shù)需相等,通常每邊使用20根,該數(shù)值可根據(jù)不同的非常情況而改變。廢邊線應(yīng)價(jià)廉、有肯定強(qiáng)度并利于織住緯紗,以便穩(wěn)定住緯紗,使折入邊動(dòng)作成功率高。
二、布邊的構(gòu)造
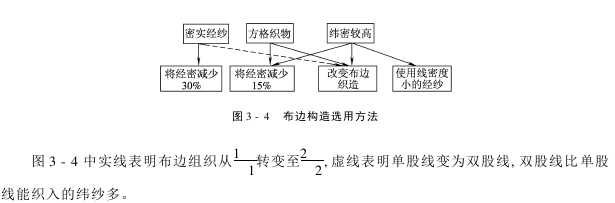
折入邊裝置將一緯的緯紗頭鉤入布邊,下一次打緯時(shí)和下一緯的緯紗一起織入,這樣折入邊的區(qū)域內(nèi)緯密變成織物本身緯密的2倍。為獲得織造較好和在后后整理過程中不出現(xiàn)問題的布邊,必須采取一些措施。一般情況下,織物不會(huì)出現(xiàn)每cm經(jīng)紗數(shù)比每cm緯紗數(shù)少的情況,方格織物或緯密較高的織物,由于收縮性較大,會(huì)引起較大的張力,因此在織造過程中布邊上經(jīng)紗斷裂的危險(xiǎn)性也較大,且由于布邊的結(jié)構(gòu)和織物本身的結(jié)構(gòu)不同,因此在織物后整理過程中也會(huì)發(fā)生一些困難,對此可采取以下一些解決方法:
(1)在布邊區(qū)域減少經(jīng)紗數(shù)。
(2)改變布邊區(qū)的織造方法。
(3)在布邊區(qū)使用優(yōu)質(zhì)經(jīng)紗。
當(dāng)然,如果選用的經(jīng)紗質(zhì)量較差,建議布邊應(yīng)選質(zhì)量較好的線或雙股線,圖3-4為考慮到織物的構(gòu)造情況,即經(jīng)緯的相對密度,所選用的各種解決方法。
當(dāng)織機(jī)上安裝折入邊裝置后,建議在布邊及地組織之間另放幾根綜絲,以便改變布邊和地組織之間的穿經(jīng)。綜絲根數(shù)取決于折入紡紗線的長度,織完后可拿掉附加的綜絲。
三、折入邊裝置的安裝調(diào)試
以天馬優(yōu)秀織機(jī)用折入邊裝置為例。
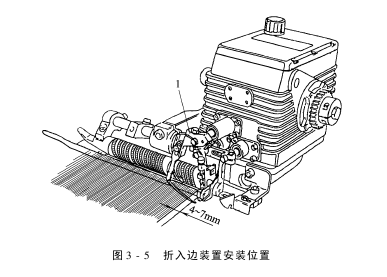
1.在織機(jī)上的安裝位置
首先要注意:在安裝折入邊裝置時(shí),不要移動(dòng)鉤針座1,這是因?yàn)閴耗_和壓腳座之間的開口是由鉤針座上的壓腳開啟板操縱的。
折入邊裝置裝到織機(jī)上后,要按下述步驟進(jìn)行位置的調(diào)整:
(1)在織機(jī)的左右方向,距經(jīng)紗近的壓腳邊緣至布邊根經(jīng)紗之間的距離為4~7mm,其正確的位置在操作過程中自然調(diào)整(圖3-5)。
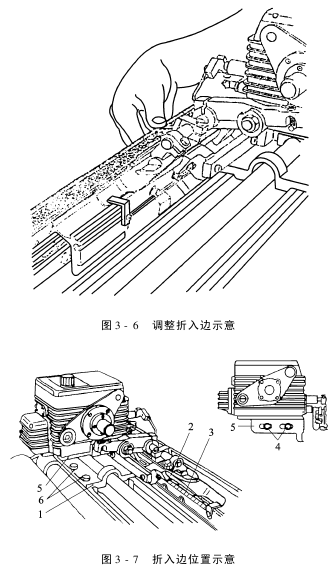
(2)在織機(jī)的縱向,應(yīng)將半圓支承和布邊撐調(diào)成一直線,見圖3-6。
(3)在織機(jī)的高度方向,用手轉(zhuǎn)動(dòng)折入邊裝置,使壓腳座水平移向緯紗,調(diào)節(jié)裝置的高度,使緯紗在壓腳座下底平面的下方1mm處。必要時(shí),可以在折入邊裝置和底座之間插入墊片。同時(shí)要注意,保證半圓支承2和織機(jī)上的劍帶導(dǎo)鉤3之間留有空隙(圖3-7)。按上述步驟將折入邊裝置調(diào)到正確位置,這些操作可通過螺釘4(連接底座5和齒輪座7)、螺釘6(連接齒輪座1和織機(jī)的胸梁)來實(shí)現(xiàn)(圖3-7)。
2.折入邊裝置和織機(jī)的同步調(diào)節(jié)
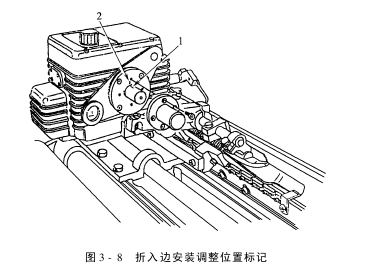
(1)在折入邊裝置和織機(jī)未連接起來時(shí),手動(dòng)旋轉(zhuǎn)折入邊裝置,直至軸上的參考標(biāo)記1和箱體上所裝法蘭盤上的參考標(biāo)記2相互對準(zhǔn)(圖3-8),此時(shí),鉤針和壓腳座都應(yīng)退到后,在靠近箱體的位置。
(2)使織機(jī)轉(zhuǎn)到打緯位置(0°)。
(3)用適當(dāng)?shù)倪\(yùn)轉(zhuǎn)傳輸機(jī)構(gòu)將折入邊裝置和織機(jī)的休閑連接起來,例如配天馬Ⅱ織機(jī)時(shí),左手側(cè)用齒輪加同步帶傳動(dòng),右手側(cè)用齒輪傳動(dòng)。保證這些傳動(dòng)機(jī)構(gòu)休閑靈敏,有肯定的間隙。
建議用手動(dòng)旋轉(zhuǎn)織機(jī)檢查裝置的同步,并檢查確保鋼筘和折入邊裝置前端的休閑部件之間無碰撞。
3.壓腳的調(diào)節(jié)
折入邊裝置在安裝之前,壓腳的位置應(yīng)已經(jīng)初步正確定位,安裝到織機(jī)上時(shí),需進(jìn)一步檢查并調(diào)節(jié)位置的正確性,應(yīng)按下述步驟進(jìn)行:
(1)旋轉(zhuǎn)折入邊裝置,使壓腳座和壓腳退到靠近箱體。
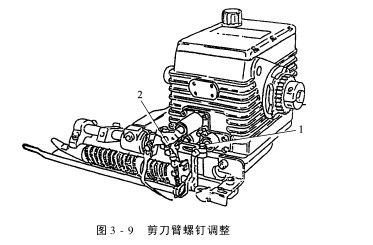
(2)松開剪刀擺臂上的螺釘1和小擺臂上的螺釘2(圖3-9)。
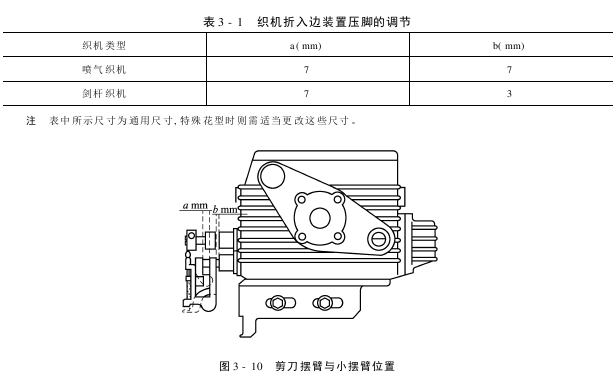
(3)按表3-1所示a、b尺寸(圖3-10所示)定位剪刀擺臂和小擺臂,然后擰緊螺釘1和2。
當(dāng)織物產(chǎn)生經(jīng)縮時(shí),可將壓腳略向鋼筘方向移動(dòng),這些織機(jī)和鋼筘首先定位于打緯位置(0°時(shí))。移動(dòng)壓腳時(shí)需注意不要碰到鋼筘,且移動(dòng)時(shí)需松開螺釘1、2,保證剪刀擺臂和小臂的位置量相等,移動(dòng)到位后再擰緊螺釘。用這種方法,可使壓腳和相應(yīng)的剪刀口保持在垂直位置上,完成上述操作后,需將折入邊裝置旋轉(zhuǎn),使壓腳和鉤針都退到靠近箱體處,以確保鉤針座的正確定位。
4.鉤針座及鉤針的調(diào)節(jié)

折入邊裝置安裝前,鉤針座及鉤針的位置應(yīng)已初步定位,安裝到織機(jī)上時(shí),需進(jìn)一步檢查和調(diào)節(jié),應(yīng)按下述步驟進(jìn)行:
(1)手動(dòng)旋轉(zhuǎn)折入邊裝置,使鉤針轉(zhuǎn)到完可能伸出,遠(yuǎn)離箱體,同時(shí)完可能靠近壓腳的位置。
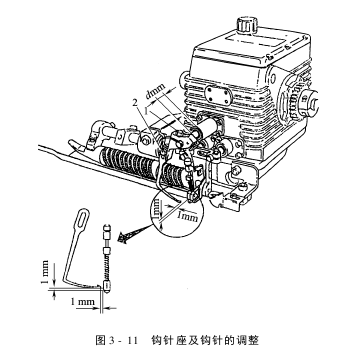
(2)松開螺釘2,使鉤針定位在鉤針座上的合適位置,這時(shí)在高度方向上,鉤針端部應(yīng)比壓腳上平面高1mm,然后擰緊螺釘2。
(3)鉤針座應(yīng)按圖3-11所示d尺寸定位,同時(shí)鉤針端部距壓腳側(cè)面距離應(yīng)為1mm,擰緊螺釘1。
調(diào)整完畢后,應(yīng)檢查壓腳開啟板能否正常工作,以幸免其和壓腳座產(chǎn)生干涉或壓腳本身產(chǎn)生不正確開口。
一般情況下,壓腳和壓腳座之間的開口大小應(yīng)為2~3mm。
5.廢邊裝置的調(diào)節(jié)
廢邊裝置的高度由螺釘1調(diào)節(jié),縱向深度由螺釘2調(diào)節(jié)(圖3-12)。
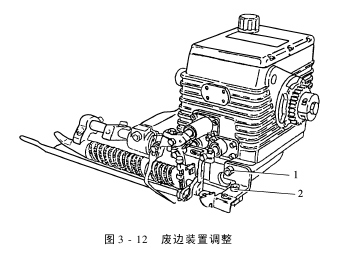
終應(yīng)使織入廢邊的緯紗和織入地組織的緯紗成一直線。
在調(diào)節(jié)縱向深度時(shí)應(yīng)注意,在輔助鋼筘位于打緯位置(織機(jī)0°)時(shí),不要碰到鋼筘。
其他型號的折入邊裝置,安裝調(diào)整和此類似,安裝的步驟都是一樣的,具體的參數(shù)略有不同。
AAAZXCASFWEFERH