

裝造與密度的關系
設計平素織物時,經緯紗密度對織機裝造的影響較大,具體情況如下:
(1)首先要了解絲織機所能織造的大密度范圍。如K274絲織機的密度范圍是6.9—114根/cm,在設計時只要在此范圍內就具有可織性。
(2)經向上要考慮經密對綜絲密度的影響,研究是否有可織性,當然綜絲密度不僅是經密對它影響,織物組織、經絲原材料、穿綜方法等也相關,常用綜絲密度范圍見在7—2,超出這個范圍要相應增加綜片數(shù)。
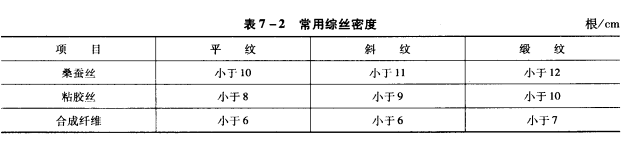
綜絲密度(根/cm)=內經絲數(shù)(筘內幅X基本綜片數(shù))
紋織物經密設計受到提花機紋針數(shù)和花紋寬度的制約,通常是根據(jù)經密和花紋幅度確定裝造形式,在花紋幅和紋針數(shù)肯定時,要增加密度,可采納把吊裝造,但這也要在紋針數(shù)同意的范圍內,其它,經絲密度的增減也受到地組織循環(huán)數(shù)的制約??傊?,經緯密度設計受到多種因素的影響,應綜合考慮。
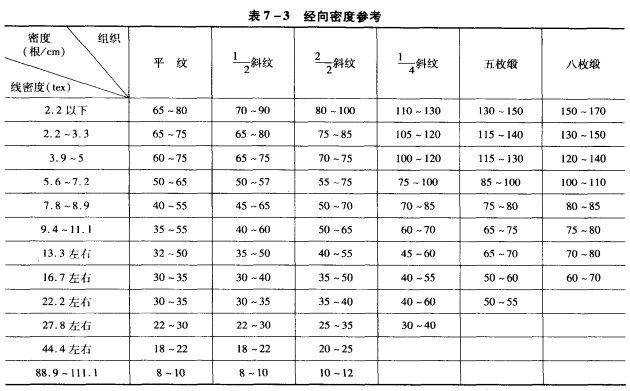
現(xiàn)以真絲、粘膠絲、柞絲為主要依據(jù),將常用線密度和組織對密度的要求列表如表7—3,供設計時參考。
由于緯密在試織過程小可以調節(jié),所以,緯密設計有較大的靈敏性,但是一些對紋樣外形要求嚴格的織物,如團花、方格、象景等不能任意調節(jié),否則會使花紋變形而成次品。設計時,織物的緯密一般比經密少,這主要是經絲的線密度較細,經絲質量好,上機張力大,絲完足,對織物質地方較大的影響,緯密小有利于提高生產效率,產生織疵易拆緯等。經向密度參考見表7—3。
AAADFGRTJUYKYU