(一)張力檢測部分
一般由織機(jī)后梁、張力檢測器及計(jì)算機(jī)組成。當(dāng)后梁擺動(dòng)使張力桿位移,從而使張力傳感器受到壓力。張力傳感器將張力桿的變形力轉(zhuǎn)變成為和經(jīng)紗張力相應(yīng)變化的電信號,并將其信號輸入至計(jì)算機(jī)。計(jì)算機(jī)將采集到的若干信號處理后計(jì)算出張力平均值,并將此值和張力預(yù)定值進(jìn)行比較,作為下個(gè)周期的送經(jīng)依據(jù),從而決策織軸的轉(zhuǎn)動(dòng)量。
(二)操縱部分
一般由上述的計(jì)算機(jī)及伺服驅(qū)動(dòng)器組成。計(jì)算機(jī)的顯示屏可以顯示送經(jīng)系統(tǒng)的實(shí)際張力數(shù)據(jù)及張力設(shè)定值等,并可用鍵盤進(jìn)行相應(yīng)的數(shù)據(jù)設(shè)定及修正。
伺服驅(qū)動(dòng)器在接收到計(jì)算機(jī)的指令后,將信號處理,把計(jì)算機(jī)送出的信號放大成和之對應(yīng)的功率信號,來驅(qū)動(dòng)伺服電動(dòng)機(jī),從而完成對送經(jīng)執(zhí)行機(jī)構(gòu)的操縱。
當(dāng)經(jīng)紗張力過大或過小時(shí),操縱部分馬上發(fā)出報(bào)警訊號及停車指令。
(三)傳動(dòng)部分
傳動(dòng)部分由伺服驅(qū)動(dòng)的功率部件、伺服電動(dòng)機(jī)和減速齒輪箱組成。它的轉(zhuǎn)速及轉(zhuǎn)向變化均由輸入信號(即張力信號)的變化來操縱。噴水織機(jī)的伺服電動(dòng)機(jī)一般多采納交流伺服電動(dòng)機(jī),利用閉環(huán)操縱系統(tǒng)來保證送經(jīng)的線形特性。
(四)操作及使用
目前,國外的噴水織機(jī)已普遍配置了電子送經(jīng)系統(tǒng),如豐田和津田駒的各型號織機(jī)。國內(nèi)產(chǎn)品中,沈陽宏大紡機(jī)公司生產(chǎn)的JWG4762型噴水織機(jī)的電子送經(jīng)裝置已開始應(yīng)用。JWG4762型噴水織機(jī)電子送經(jīng)裝置的使用和操作主要利用了顯示界面及操作鍵來完成。操作界面構(gòu)成如圖3-56所示。
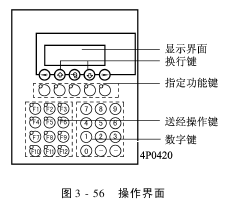
1.功能說明
指定功能鍵:從左至右依次為送經(jīng)監(jiān)視、送經(jīng)設(shè)置、送經(jīng)調(diào)整和送經(jīng)補(bǔ)償。送經(jīng)操作鍵:
F1———張力恢復(fù)。
F2———張力校零。
F3———從動(dòng)卷曲。
F4———正向送經(jīng)。
F5———終止操作。
F6———反向送經(jīng)。
F11———連鎖按鈕。
F8+F10+F12———運(yùn)行方式切換,僅同意在“送經(jīng)監(jiān)視”的運(yùn)行畫面上進(jìn)行操作。
2.指定功能鍵說明
送經(jīng)監(jiān)視:顯示基本信息和工作狀態(tài)。
送經(jīng)設(shè)置:基本參數(shù)的設(shè)置。
送經(jīng)調(diào)整:為去除緯檔進(jìn)行的參數(shù)設(shè)置。
送經(jīng)補(bǔ)償:調(diào)整稀密檔。
(五)其他電子送經(jīng)裝置
除前述的電子送經(jīng)裝置外,還有CE電子送經(jīng)裝置、A.V.R電子送經(jīng)裝置。
這些裝置大多采納高性能的16位CPU和A/D轉(zhuǎn)換器,可高精度操縱張力。通過LCD顯示器和觸摸按鍵進(jìn)行各種設(shè)定,并具有外接顯示器接口。其基本特征如下:
織機(jī)停車后再啟動(dòng)時(shí),為幸免稀檔發(fā)生,可操縱織口在合適的位置,即可先根據(jù)織物種類,進(jìn)行倒轉(zhuǎn)試驗(yàn),尋出佳數(shù)據(jù),此倒轉(zhuǎn)量可適應(yīng)停車時(shí)間的長短分為7個(gè)階段來設(shè)定。
非常的設(shè)計(jì),使經(jīng)紗的張力和經(jīng)軸直徑變化無關(guān),保證經(jīng)紗張力始終處于恒定狀態(tài)。
伺服電動(dòng)機(jī)可以在1/100s內(nèi)進(jìn)行0~3000r/min的加速。
正轉(zhuǎn)、倒轉(zhuǎn)量:0~110mm。
卷經(jīng)設(shè)定(換軸時(shí))15≤經(jīng)軸卷徑≤100。
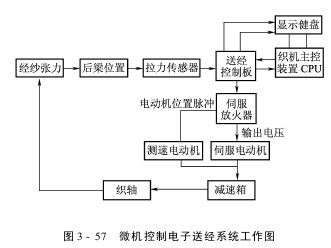
其預(yù)流工作圖如圖3-57所示。
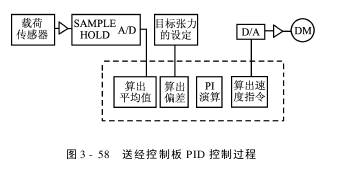
送經(jīng)操縱板的PID操縱過程見圖3-58。它是由單片機(jī)系統(tǒng)通過A/D電路檢測過程y,并計(jì)算誤差e=u-y和操縱變量u,通過D/A變換后輸出到執(zhí)行機(jī)構(gòu)(伺服電動(dòng)機(jī)),使過程變量y穩(wěn)定在設(shè)定值上。這種操縱是根據(jù)采樣時(shí)刻的誤差值計(jì)算操縱變量u的,是一種采樣操縱。
AAAFYYTRUYJY76I
]]>